For centuries, optics have been inspected and cleaned to ensure the proper passage of light, and the advent of fiber optic cabling systems has resulted in yet another application where care and cleanliness are important. While fiber connector inspection and cleaning are not new, they are growing in importance as links are pushed to carry higher data rates, driving decreasingly small loss budgets.
Fiber optic cabling carries pulses of light between transmitters and receivers. These pulses represent data being sent across the cable. For data to be transmitted successfully, the light must arrive at the far end of the cable with enough power to be measured.
Among key sources of loss that can bring a fiber network down, dirty and damaged end-faces are perhaps the most underestimated. In one survey, dirty end-faces were found to be the No.1 cause of fiber link failure for both installers and private network owners; contaminated end-faces were the cause of fiber links failing 85% of the time.
Sources of fiber optic light loss
Two types of problems cause loss as light leaves one end-face and enters another inside an adapter: contamination and damage:
Contamination comes in many forms, from dust and oils to buffer gel. Simply touching the ferrule will immediately deposit an unacceptable amount of body oil on the end-face.
Dust and small statically charged particles float through the air and can land on any exposed termination. This can be especially true in facilities undergoing construction or renovation. In new installations, buffer gel and pulling lube can easily find its way onto an end-face.
Damage will appear as scratches, pits, cracks or chips. These end-face surface defects could be the result of poor termination or mated contamination. Up to 5% of the outer edge of fiber cladding generally may be chipped as this is a common result of the polishing process. Any chips on the core are unacceptable.
In every instance, all end-faces should always be inspected before insertion. When a connector is being mated to a port, then the port should be inspected as well. Inspecting one side of a connection is ineffective as contamination inside a port may not only cause damage but also migrate to the connector being inserted. Equipment ports are frequently overlooked: not only as being contaminated themselves but as a source of contamination for test cords.
End-face inspection with a fiber microscope
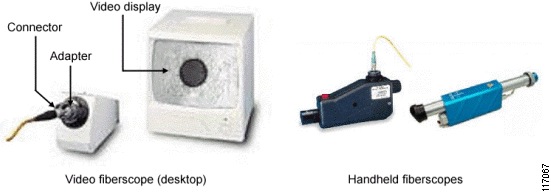
Microscopes can be divided into two basic groupings:
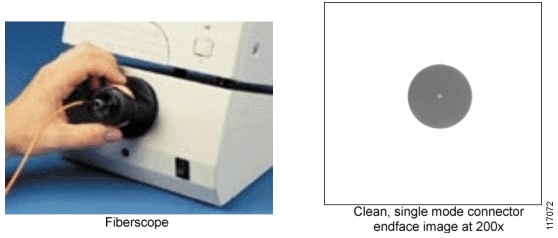
Sometimes referred to as ‘patch cord scopes’, optical microscopes incorporate an objective lens and an eyepiece lens to allow you to view the end-face directly through the device. Today, the barrel-shaped microscopes are ubiquitous in termination kits and used to inspect patch cords during troubleshooting. The best feature of these microscopes is their price, as they are the least expensive way to see end-face details. Their drawback is that they are unable to view end-faces through bulkheads or inside equipment.
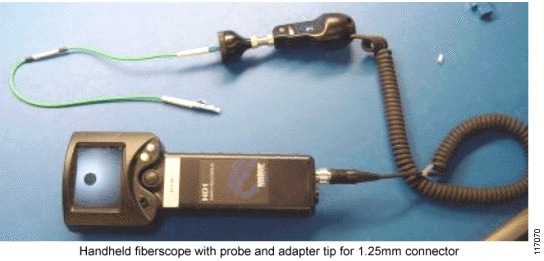
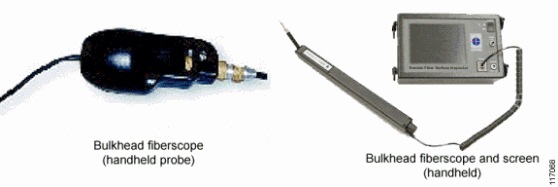
Video microscopes incorporate both an optical probe and a display for viewing the probe’s image. Probes are designed to be small so they can reach ports in hard-to-access places. The screens allow images to be expanded for better identifying contaminants and damage. Because the end-face is viewed on a screen instead of directly, probes eliminate any chance of harmful laser light reaching a person’s eye.
In fiber optic inspection, the goal is to identify all contaminants and damage of a minimum size and within a critical area. Users must first identify the appropriate minimum-sized contaminant or defect that will affect their system. Next, look for the microscope that has the largest field of view while maintaining the necessary detection capability (the smallest-sized item that a microscope can detect). It is preferable to see as much of the surface area as possible while maintaining requisite detection capability.
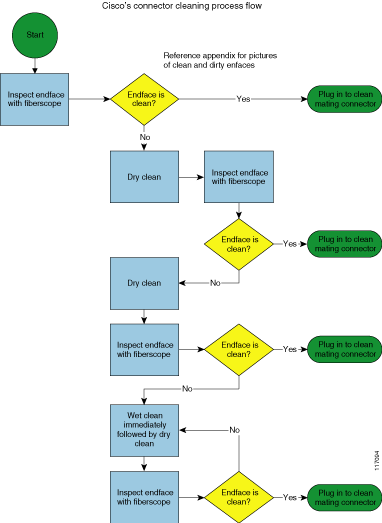
Best practices
Fiber optic inspection must occur not only before but after cleaning to ensure a good result. When a post-cleaning inspection shows more contamination, then a another cleaning must follow. Second, both sides of any connection need to be inspected as every mating involves two surfaces coming into contact. Lastly, it is almost always easier and cheaper to inspect and clean as a preventive measure than as reactive response. Consistent inspection and cleaning upfront will avoid unexpected and costly downtime in the future.
visit http://www.fiberoptictesterdepot.com and check out our incredible inventory of fiber optic inspection equipment supplies; BEST PRICE, GREAT SERVICE.
 Caution: Read the reminders and warnings before you begin this process.
Caution: Read the reminders and warnings before you begin this process. Warning: Invisible laser radiation might be emitted from disconnected fibers or connectors. Do not stare into beams or view directly with optical instruments.
Warning: Invisible laser radiation might be emitted from disconnected fibers or connectors. Do not stare into beams or view directly with optical instruments.